Automatic bending cell introduction and layout
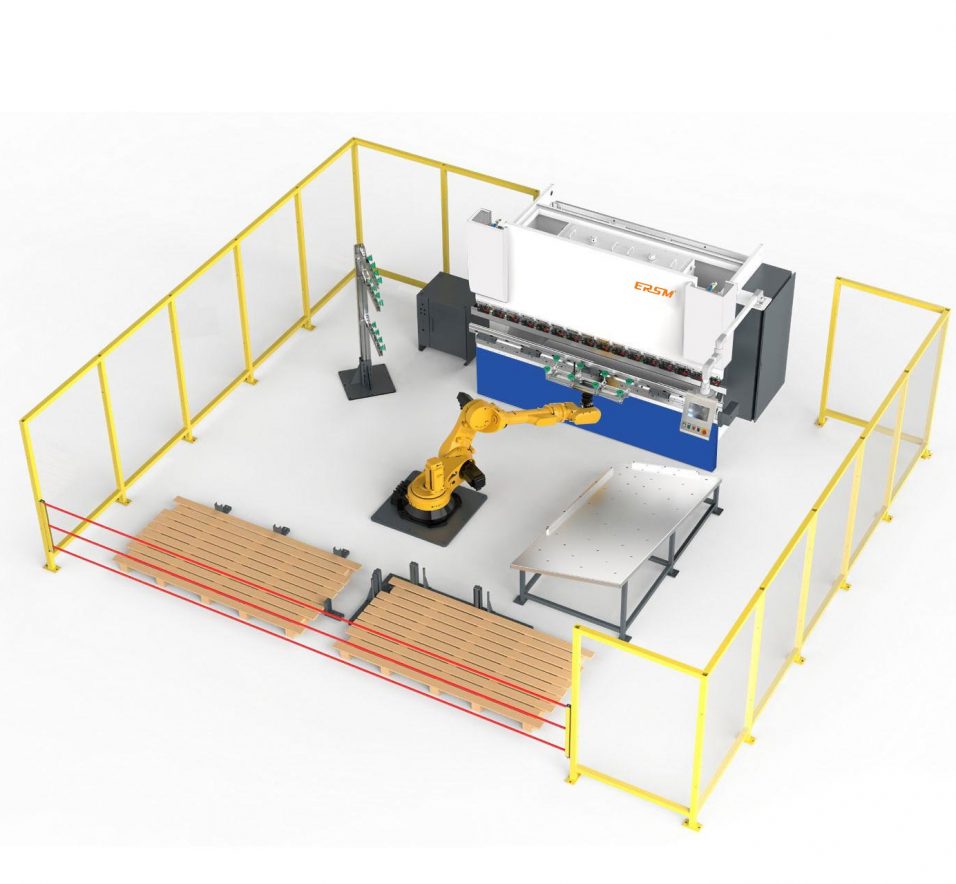
This unit consists of 1 set press machine model EHP-5016, 1 set of M-20ID/25 robot system, mobile operating table, 2 sets of gripper, 1 centering plateform, 2 set automatically align rear fingers,1 set turning frame, 1 set of loading and unloading system, 1 set of safety protection system, 1 set of control system, 2 sets of tooling and other equipment.
The robot bending cell realizes the automatic grabbing, centering, bending and palletizing of the sheet through the cooperative operation of the multijoint industrial robot and the CNC press brake, thereby realizing automatic bending. According to the weight, size and bending process of the workpiece, the model of the press brake and robot can be selected, and related auxiliary devices can be designed to meet customized needs.
Specification
| Parameter – Fixed Robot Bending Cell | ||||
| Model | FBC-25 | FBC-70 | FBC-80 | FBC-130 |
| Max. Plate Weight | 10KG | 30KG | 40KG | 65KG |
| Max. Plate Size | 800*600mm | 2000*1000mm | 2500*1250mm | 3000*1500mm |
| Robot Model | M-20iD/25 | M-710iC/70 | ER80-2565-BD | ER130-2865-BD |
| Brand | FANUC | FANUC | ESTUN | ESTUN |
| Robot Rated Load | 25KG | 70KG | 80KG | 130KG |
| Robot Arm Span | 1831mm | 2050mm | 2565mm | 2865mm |
| Walking Axis | No | No | No | No |
Optional Configuration
Quick Change Device
The robot realizes the automatic replacement of grippers of differentspecifications through the quick change device.

Center Console
The center console uses a touch screen to control the operation of the entire robot bending unit, program start, program pause, program stop, product production quantity setting, operating speed adjustment, etc. The centralconsole can monitor the operating status of the entire robot bending machine, product count, running time, signalstatus, alarm information, etc.

Visual Identification System
Automatically select and call the production programaccording to the raw material. Check whether the rawmaterials are mixed with sheets of other specificationsor check whether the direction of the sheets is placed,and whether the front and back sides are wrong.
Single and Double Sheet Detection Device
Using non-contact sensors, the system is directly controlled. If there is overlapping of sheets, it will automatically alarm and suspend operation.
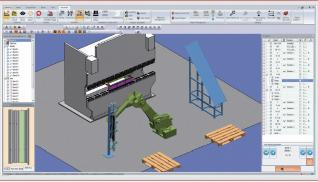
Offline Simulation Programming Software
Fully automatic grabbing of parts and path calculation, interactive grabbing and graphical feedback, manual pathadjustment using control points, simultaneous generationof NC codes for robots and bending machines to ensurecoordinated interaction between robots and press brakefor smooth production.